

When a plant engineer or technical director searches for information on Ion Exchange Membrane Technology in chlor‑alkali production, the underlying question is rarely just definitional. The real concern is operational and economic: how this technology performs inside an actual plant, why it has displaced older cell designs in most modern projects, and what must be verified before recommending it as the foundation for a capital investment.
This guide addresses those questions with the depth required for a technical decision. It explains the electrochemical principles behind the ion‑exchange membrane process, the distinctions between cation‑ and anion‑exchange membranes, the material‑science advances that enable modern membrane performance, a direct comparison with diaphragm and mercury cell technologies, and a practical evaluation framework for engineers assessing a chlor‑alkali investment. A structured checklist at the end consolidates the key decision criteria.
What Is an Ion Exchange Membrane and Why Does It Matter in Chlor-Alkali Production?
An ion exchange membrane is a selective polymer barrier that allows specific ions to pass through while blocking others. In industrial electrochemical systems, this selectivity is not a secondary feature, it is the functional core of the process. In chlor-alkali production, the membrane sits between the anode compartment and the cathode compartment of the electrolyzer, and its ability to control which ionic species migrate across the cell determines the purity of the products, the energy efficiency of the process, and the operational stability of the plant.
The ion exchange membrane definition in engineering terms is precise: a solid electrolyte membrane containing fixed ionic groups that create a charge-selective environment, enabling the transport of counter-ions while excluding co-ions. In practical plant terms, this means the membrane is what keeps chlorine chemistry on the anode side and caustic chemistry on the cathode side from contaminating each other, while still allowing the ionic current that drives the electrochemical reaction to flow.
This selectivity is why membrane technology became the dominant route in modern chlor-alkali production. According to Euro Chlor, membrane technology represented 86.8% of installed chlor-alkali capacity in Europe in 2023, a figure that reflects decades of industrial validation and the progressive phase-out of older cell technologies.
How the Ion Exchange Membrane Process Works Step by Step
Understanding the ion exchange membrane process in a chlor-alkali plant requires following the full production sequence, not just the electrolyzer. The membrane cell performs only as well as the upstream preparation and downstream handling allow.
Step 1 — Brine Preparation
The process begins with brine preparation. Raw salt, whether from solid salt, sea salt, or recovered brine from desalination reject, is dissolved in treated water to reach a concentration of 300–320 g/L of NaCl. The brine then goes through a multi-stage purification sequence: coarse filtration to remove solids, chemical treatment with sodium carbonate and sodium hydroxide to precipitate calcium and magnesium ions, fine filtration and polishing, and a final purity adjustment.
The purity targets are strict and non-negotiable: calcium below 0.1 mg/L, magnesium below 0.05 mg/L, pH between 10 and 11, and no suspended solids. The reason is electrochemical: divalent ions such as calcium and magnesium can bind to the functional groups inside the membrane, increasing electrical resistance, reducing selectivity, and shortening membrane service life. In practice, the largest gains in membrane longevity and stable plant output do not come from the electrolyzer, they come from the brine room.
Step 2 — Electrolysis in the Ion Exchange Membrane Cell
Purified brine is fed to the anode compartment of the ion exchange membrane cell. A direct current drives the electrochemical reactions simultaneously on both sides of the membrane.
At the anode, chloride ions are oxidized to produce chlorine gas:
2 Cl⁻ → Cl₂ (g) + 2 e⁻
At the cathode, water is reduced to produce hydrogen gas and hydroxide ions:
2 H₂O + 2 e⁻ → H₂ (g) + 2 OH⁻
Sodium ions from the brine migrate through the cation exchange membrane toward the cathode side, where they combine with hydroxide ions to form sodium hydroxide in solution. The overall reaction is:
2 NaCl + 2 H₂O → Cl₂ + H₂ + 2 NaOH
The membrane prevents bulk mixing of the anolyte and catholyte, which is what makes it possible to produce high-purity caustic soda without chloride contamination, a critical quality requirement for most industrial and water treatment applications.
A modern membrane cell chlor-alkali plant typically requires 2,500 to 3,000 kWh per metric ton of chlorine produced, making electricity cost a first-order variable in the economic model of any project.
Step 3 — Chlorine Gas Handling
Wet chlorine gas leaving the anode side passes through a liquid-gas separator (demister) to remove entrained brine droplets, and then through a drying stage. Depending on plant configuration, the dry chlorine is either directed to a sodium hypochlorite production unit, where it reacts with caustic soda to produce NaOCl, or liquefied and stored for direct use or distribution.
Step 4 — Caustic Soda Handling
The catholyte stream is a dilute sodium hydroxide solution at approximately 32% concentration. It can be used directly in neutralization, cleaning, or hypochlorite production processes, or concentrated further in a multi-effect evaporation unit to reach 48–50% NaOH for industrial-grade applications.
Step 5 — Hydrogen Recovery and Valorization
Hydrogen generated at the cathode is collected at low pressure, dewatered, dried, and filtered. Depending on plant scale and local economics, it can be used as a clean fuel in on-site combustion, as a process gas, or as a feedstock for higher-value applications such as AdBlue production. Hydrogen valorization is increasingly relevant as the economics of green hydrogen improve.
BUILD SMARTER CHLOR ALKALI PRODUCTION WITH WELYSIS
REQUEST ASSESSMENTIon Exchange Membrane Material: What Engineers Need to Know
When evaluating ion exchange membrane material options, engineers are assessing a package of interdependent trade offs: ionic conductivity, permselectivity, dimensional stability, chemical resistance, mechanical strength, and service life under real operating conditions.
Ion exchange membranes can be homogeneous or heterogeneous in structure. Homogeneous membranes offer a more uniform distribution of fixed ionic groups and generally lower electrical resistance. Reinforced and composite designs improve dimensional stability and durability under the mechanical and thermal stresses of industrial operation.
The Nafion ion exchange membrane, a perfluorosulfonic acid polymer, became a reference material for demanding electrochemical applications because of its high chemical stability, strong ionic conductivity, and reliable performance in harsh operating environments. It has long been used in chlor alkali membrane cells and remains a benchmark for evaluating alternative membrane materials.
More recent developments show growing interest in hydrocarbon based and reinforced composite alternatives, driven by PFAS related regulatory pressure as well as cost and supply chain considerations. For a chlor alkali plant operator, the practical lesson is not that one material wins in all cases. The right membrane material depends on plant specific conditions such as operating temperature, current density, brine chemistry, target caustic concentration, and total lifecycle priorities.
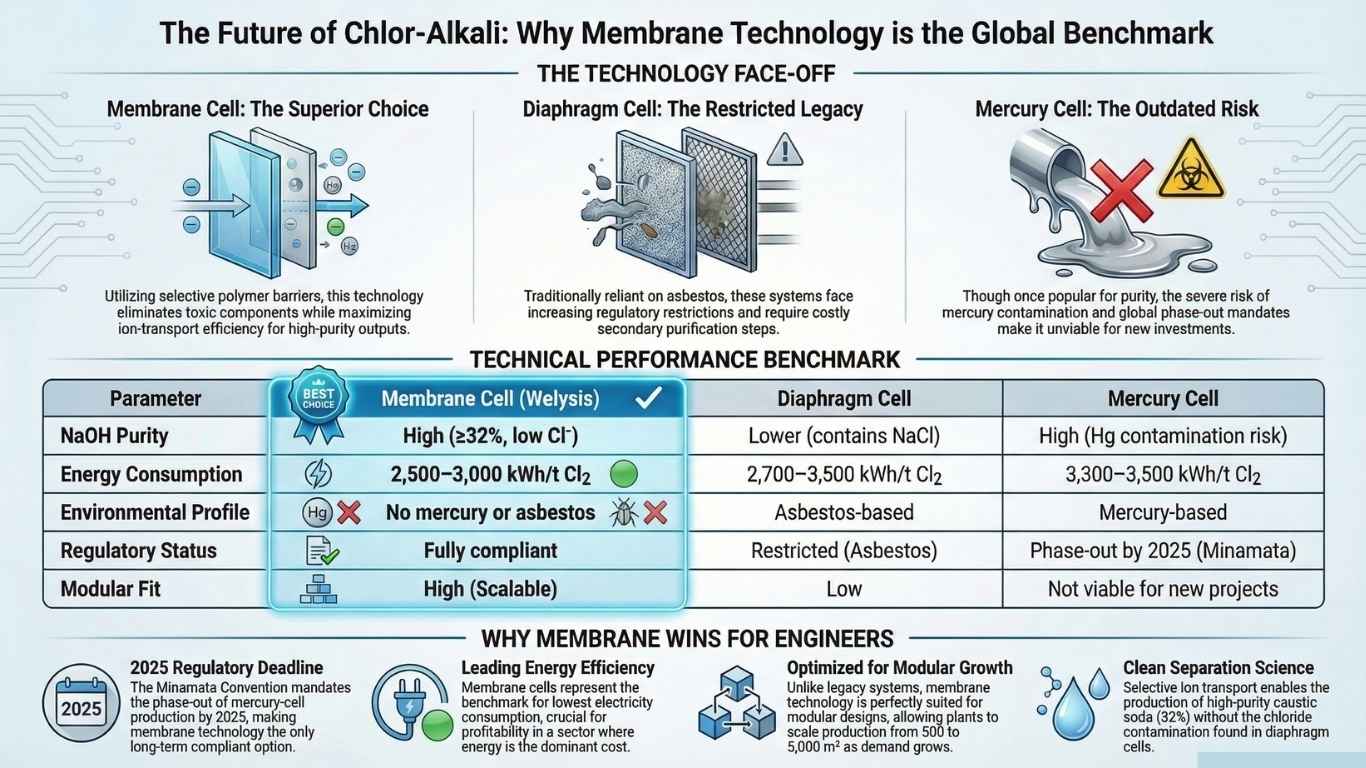
Ion-exchange membrane separation processes offer a decisive advantage in selective ion transport: the membrane controls exactly which species move between compartments, enabling cleaner separation, better product purity, and a more controllable operating window than either diaphragm or mercury cell designs can achieve.
The regulatory context reinforces this direction. The Minamata Convention identifies mercury-cell chlor-alkali production for phase-out by 2025, making mercury technology incompatible with any long-term investment thesis. Diaphragm cells, which traditionally used asbestos-based materials, face their own restrictions and require additional caustic purification steps that add cost and complexity. Membrane technology avoids both issues entirely.
From an energy economics perspective, membrane cells are recognized as the most efficient benchmark route for chlor-alkali electricity consumption. In a sector where electricity represents the dominant operating cost, that efficiency advantage compounds over the life of the asset.
What Plant Engineers Should Evaluate Before Recommending a Membrane-Based Investment
By the time a technical reader reaches this section, the chemistry is understood. The real question becomes: what must be true at a specific site for a membrane-based chlor-alkali plant to perform economically and reliably? The following criteria define the evaluation framework.
Brine quality and feedstock availability. Membrane performance starts with feed quality. The purification system must consistently deliver brine within the tight purity specifications required. Whether the feedstock is solid salt, sea salt, or desalination reject brine, the upstream treatment design is as critical as the electrolyzer itself.
Electricity cost and supply reliability. With energy consumption in the range of 2,500–3,000 kWh per metric ton of chlorine, electricity is the primary operating cost variable. Power price, supply reliability, and the potential to integrate renewable energy sources all affect the long-term economics of the project.
Target product mix and local offtake. The value of a chlor-alkali plant depends on the specific products needed and the local market for each. A site that needs sodium hypochlorite for water treatment has a different configuration logic than one focused on caustic soda concentration or hydrogen valorization. Defining the product slate early determines plant architecture.
Scale and expansion path. Modular plant design allows capacity to be added incrementally as demand grows, avoiding the oversized upfront capital expenditure that fixed large-scale plants require. For operators entering local production for the first time, this modularity significantly reduces the risk profile of the initial investment.
Operational support model. A turnkey plant that includes engineering, commissioning, preventive and predictive maintenance, and remote monitoring is fundamentally different from an equipment transaction. The ability to access real-time operational data, share best practices across installations, and receive specialized technical support throughout the plant’s life directly affects long-term performance and cost of ownership.
Safety and environmental compliance. Membrane technology eliminates mercury and asbestos from the process, which simplifies environmental permitting and reduces long-term liability. A closed-loop brine circuit design, where purge streams are neutralized and reintegrated rather than discharged, further strengthens the environmental profile of the installation and supports zero liquid discharge (ZLD) objectives.
How Welysis Applies Ion Exchange Membrane Technology
Welysis designs and delivers modular chlor-alkali plants built on ion exchange membrane electrolysis technology. Every plant is engineered to produce chlorine, caustic soda, sodium hypochlorite, and hydrogen with high purity and optimized energy consumption, without mercury or diaphragm cells.
The modular architecture of Welysis plants is a direct response to the investment logic described in the previous section: capacity scales with demand, the initial capital commitment is controlled, and the plant can be expanded incrementally as production requirements grow rather than requiring oversized upfront infrastructure.
Welysis plants integrate digital supervision through the WIN, Welysis International Network, a remote monitoring and operational intelligence platform that connects all installations. WIN enables real-time process visibility, predictive maintenance, and the continuous exchange of operational data and best practices across the network. For a plant engineer or technical director, this means that the support model does not end at commissioning, it evolves with the plant throughout its operational life.
The real competitive advantage of a membrane-based chlor-alkali plant is not simply the ability to produce chlorine locally. It is the transformation of external chemical dependency into controllable, in-house production built on a process architecture designed for efficiency, scalability, and long-term environmental alignment.
Frequently Asked Questions
What is the ion exchange membrane definition in simple terms?
An ion exchange membrane is a selective polymer membrane that allows certain ions to pass through while blocking others. In chlor-alkali plants, this selectivity allows sodium ions to migrate from the brine side to the caustic side of the electrolyzer, while keeping chlorine and hydroxide chemistry separated.
Is membrane technology now the standard for chlor-alkali plants?
In most markets, yes. Euro Chlor data shows that membrane technology accounted for 86.8% of installed chlor-alkali capacity in Europe in 2023, reflecting its dominance in modern plant design and the progressive replacement of older technologies.
Why is membrane technology preferred over mercury cells?
Mercury cell technology is being phased out under the Minamata Convention, with a target date of 2025. Beyond the regulatory issue, mercury cells carry significant environmental and safety risks that are incompatible with modern industrial and investment standards. Membrane cells eliminate these concerns entirely.
What is ion exchange membrane electrodialysis and how does it differ from chlor-alkali electrolysis?
Ion exchange membrane electrodialysis uses selective membranes to separate, concentrate, or desalinate ionic solutions — primarily for water treatment and food processing applications. Chlor-alkali electrolysis uses the same membrane science but applies it to convert brine into chlorine, caustic soda, and hydrogen through an electrochemical reaction. The membrane principles are shared, but the process objectives and plant designs are different.
What is the energy consumption of a membrane cell chlor-alkali plant?
A modern membrane cell plant typically consumes between 2,500 and 3,000 kWh per metric ton of chlorine produced. This makes electricity price and supply reliability the most important economic variables in any chlor-alkali project evaluation.

Conclusion
Ion exchange membrane technology matters in chlor alkali production because it combines electrochemical precision with operational and environmental advantages that older cell technologies cannot match. It enables higher product purity, lower energy consumption, full regulatory alignment, and a process architecture that fits modern modular and sustainable industrial production.
For plant engineers and technical directors evaluating a chlor alkali investment, the membrane is not the only variable, but it is the one that largely defines the quality ceiling, the energy profile, and the long term viability of the entire production system. Looking at the membrane alone is not enough. The right evaluation must cover the full plant, from brine preparation to product valorization, and from commissioning to continuous operational support.
This is where Welysis adds real value. Beyond membrane based technology, Welysis delivers modular chlor alkali plants designed for scalable local production, faster deployment, and efficient day to day operation. With a turnkey approach and the support of the WIN network, Welysis helps industrial companies move from chemical dependence to production independence with a solution built for performance, flexibility, and long term reliability.



